

Hiện nay dao tiện cũng được nhiều cơ sở sản xuất tại Việt Nam thực hiện vì ứng dụng đơn giản, và khả năng chế tạo cũng ngày càng tốt hơn.

Dao tiện định hình dùng để gia công những chi tiết định hình ở dạng sản xuất hàng loạt lớn hoặc hàng khối. Ưu điểm của dao tiện định hình : đảm bảo độ đồng nhất về hình dáng cà độ chính xác kích thước của cã loạt chi tiết gia công, năng suất cắt cao, số lần mài lại cho phép lớn . Nhược điểm của dao tiện định hình : chiều dài lưỡi tham gia cắt lớn dẫn đến lực cắt lớn ,nên cần có máy công suất lớn ; Dao tiện định hình chế tạo khó khăn ,yêu cầu độ chính xác cao ;Giá thành đắt. Muốn dao tiện có được những ưu điểm trên cần chọn vật liệu dao hợp lý, kết cấu dao hợp lý,tính kích thước biên dạng dao thật chính xác và đề ra những yêu cầu kỹ thuật chế tạo hợp lý. 1. Chọn dao tiện định hình. – Căn cứ vào hình dạng chi tiết gia công ta chọn dao tiện dịnh hình hướng kính. – Với cấp chính xác của chi tiết gia công là IT11 ta chọn dao tiện định hình lăng trụ. Vì sẽ cho sai số gia công nhỏ, đảm bảo độ cứng vững tốt khi kẹp chặt và gia công chi tiết đạt độ chính xác cao về hình dạng và kích thước. – Dao được chọn gá thẳng, có điểm cơ sở ngang tâm .
2. Chọn vật liệu làm dao. Do dao tiện định hình có biên dạng phức tạp ,làm việc trong điều kiện nặng nề , lực cắt lớn ,áp lực lên lưỡi cắt lớn, nhiệt cắt lớn.Vì vậy cần chọn vật liệu làm dao có độ cứng cao, độ bền nhiệt cao, độ bền cơ học cao và khã năng chống mòn tốt. Do vật liệu gia công là thép 50Γ có cơ tính: σb =750 (Mpa); < 229 HB Ta chọn dao tiện định hình làm bằng thép gió P18. Vì thép gió P18 đáp ứng đủ các yêu cầu trên đối với dao tiện định hình, mặt khác do phép mài tạo hình và mài sắc dễ dàng.
3. Chọn kích thước dao tiện định hình: Chọn theo hình dáng lớn nhất: tmax= (dmax- dmin)/ 2 = (47-29)/ 2 = 9(mm) dmax ; dmin : là đường kính lớn nhất và nhỏ nhất của những điểm hình dáng trên bề mặt định hình của chi tiết gia công.
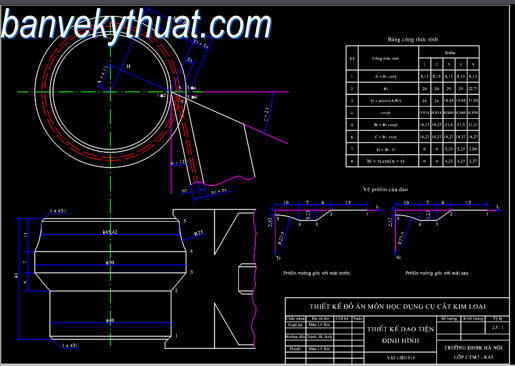
Chiều cao hình Kích thước dao tiện. dáng lớn nhất của chi tiết tmax B H E A F r d M 9 19 75 6 25 15 0,5 6 34,46 Theo bảng : 2.1(I).Ta có kích thước kết cấu của dao tiện định hình lăng trụ : γ+α H B Hình 1: Các hình chiếu của dao tiện định hình d r E 60° 60 ° F A 4. chọn thông số hình học M dao tiện định hình. L
+ Góc sau α : Dao tiện định hình thường cắt với phoi mỏng nên góc sau α được chọn lớn hơn so với dao tiện thường. Với dao tiện định hình lăng trụ : α = 100 – 150. chọn : α = 120. + Góc trước γ : góc trước của dao tiện định hình phụ thuộc vào cơ tính của vật liệu gia công. Theo bảng 2.4(I) với vật liệu chi tiết gia công là thép 50Γ. cơ tính : σb= 750(Mpa); < 229 HB. Chọn : γ = 240. 5. Chiều rộng của dao tiện định hình. Ngoài đoạn lưỡi cắt chính (lg) để tạo ra biên dạng định hình cho chi tiết gia công cần kể thêm các đoạn lưỡi cắt phụ để tăng bền cho lưỡi cắt và chuẩn bị cắt đứt chi tiết ra khỏi phôi thanh.Chiều rộng dao tiện định hình được xác định dọc theo trục của chi tiết gia công