
Kết cấu hợp lý của chi tiết là phần cấu trúc thuộc bề mặt ngoài, trong của chi tiết được người thiết kế chọn, biểu diễn sao cho phù hợp tính công nghệ và lắp ráp, sử dụng bảo quản chi tiết máy, cũng như khả năng làm việc của nó trong cơ cấu, nhằm nâng cao tuổi thọ và tính kinh tế của chi tiết máy. Các kết cấu này rất đa dạng, phong phú khi vẽ bảo đảm chính xác về hình biểu diễn, do giới hạn và mục đích của giáo trình, chúng tôi chỉ trình bày vài kết cấu thông dụng, điển hình, các vấn đề khác bạn đọc có thể tham khảo những tài liệu thiết kế chuyên ngành.
1- Mép vát
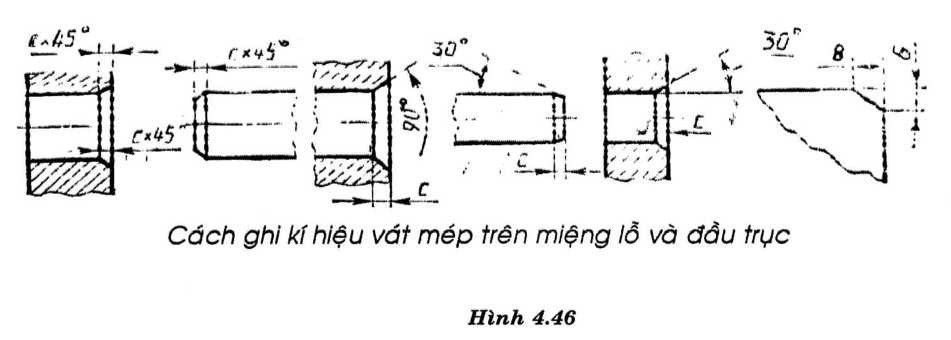
Là mặt nón tròn xoay giới hạn các mặt đầu của chi tiết tròn xoay, có tác dụng dẫn hướng ban đầu cho sự lắp giữa trục, lỗ. Hoặc làm cùn cạnh sắc (cho những bề mặt có gia công cơ) (H.4.45).

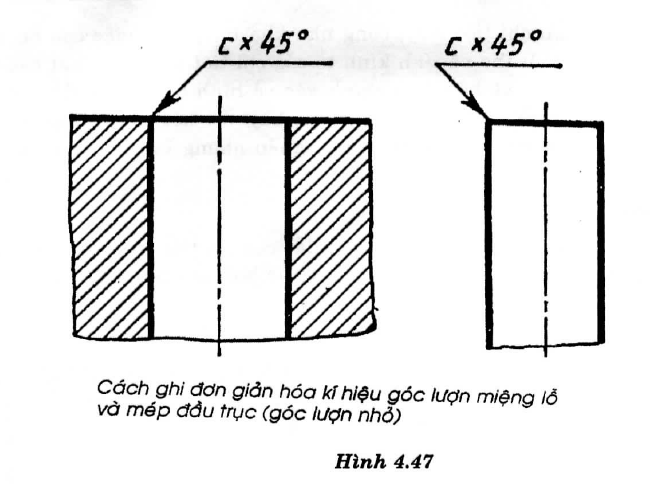
Mép vát chi tiết được quy định theo tiêu chuẩn hóa từng loại dầu, lỗ trục, biểu diễn mép vát (H.4.46) phải ghi đầy đủ hai thông số: góc nghiêng, chiều dài đoạn vát theo chiều trục (chiều sâu – trên lỗ). Trong vài trường hợp, cho phép đơn giản theo quy ước và bằng mũi tên hướng vào mép vát (H.4.47)
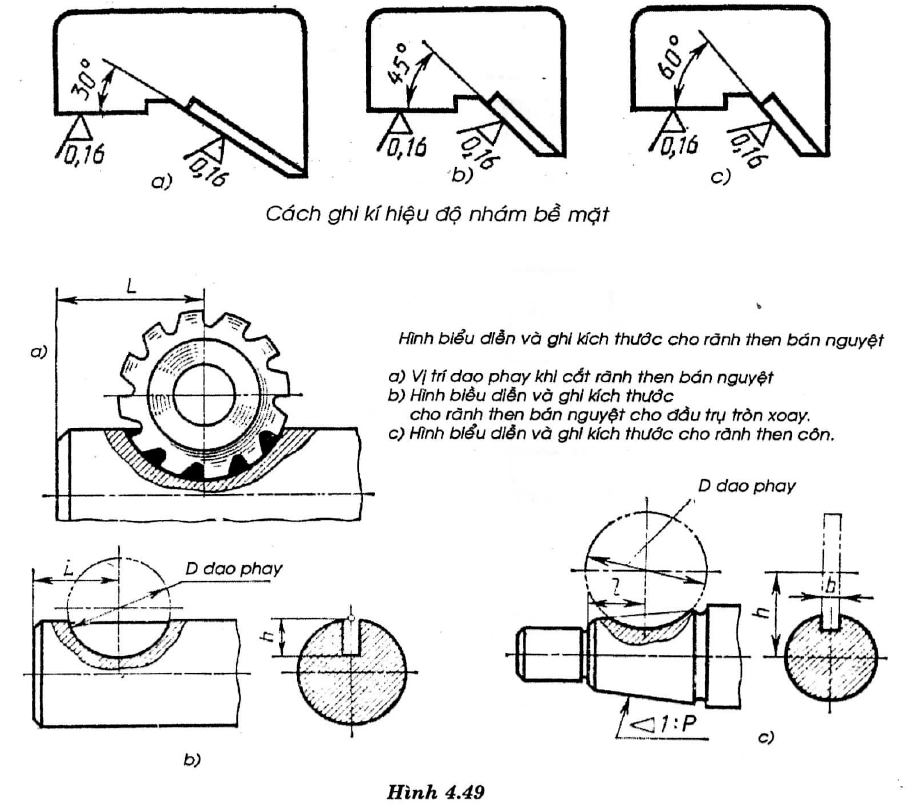
Với những bề mặt vát nghiêng không theo tiêu chuẩn, trên hình biểu diễn ghi rõ độ nghiêng của mặt phẳng đó theo góc (H.4.48) Ví dụ về biểu diễn mặt nghiêng không tiêu chuẩn xem hình 4.49.
2- Góc lượn để giảm nội ứng suất tập trung khi thay đổi đột ngột (bước nhảy) tiết diện (dặc biệt đối với chi tiết đúc, người ta thường làm góc lượn (H.4.50). Độ lđn R, r của góc lượn phụ thuộc vật liệu, kết cấu, công nghệ chế tạo chi tiết máy. Ghi ký hiệu R(r) được thể hiện bằng trị số độ lớn của bán kính góc lượn tại chỗ đó (mm) và luôn đặt trước trị số’ này kèm với mũi tên chỉ hướng có góc lượn. Góc lượn là phần kết cấu nhỏ chi tiết, khi biểu diễn cho phép dùng tỷ lệ phóng to để trình bày và trị số’ tỷ lệ này đặt ngay phần hình góc lượn được khuếch đại.
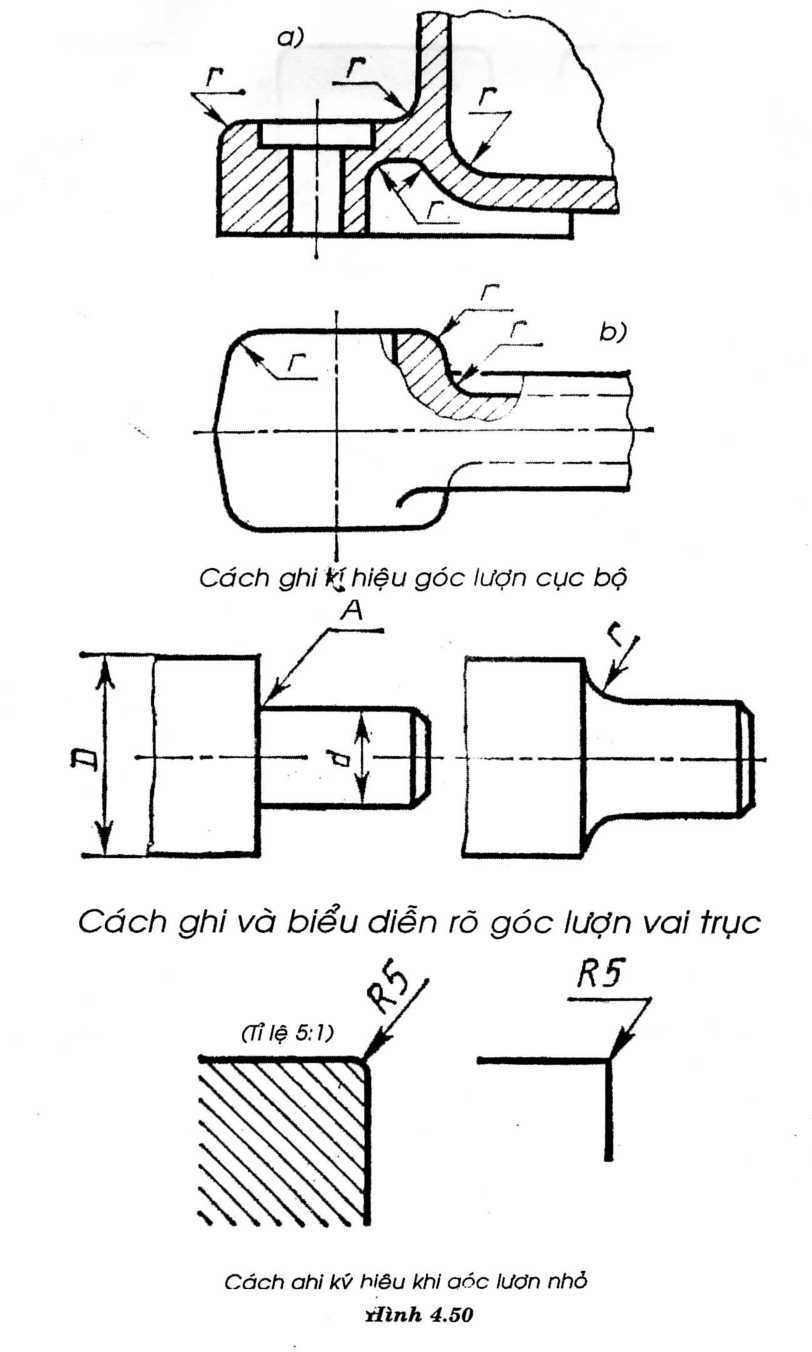

Góc lượn và mép vát có quan hệ chặt chẽ với nhau trong mối ghép giữa các bề mặt. Trên hình 4ế51, để đảm bảo sự tiếp xúc giữa mặt ngoài phía dưới của vai trục với mặt ngoài của miệng lỗ, cũng như sự đồng tâm giữa lỗ và trục khi lắp với nhau.
3- Rãnh thoát dao (rãnh lùi dao)
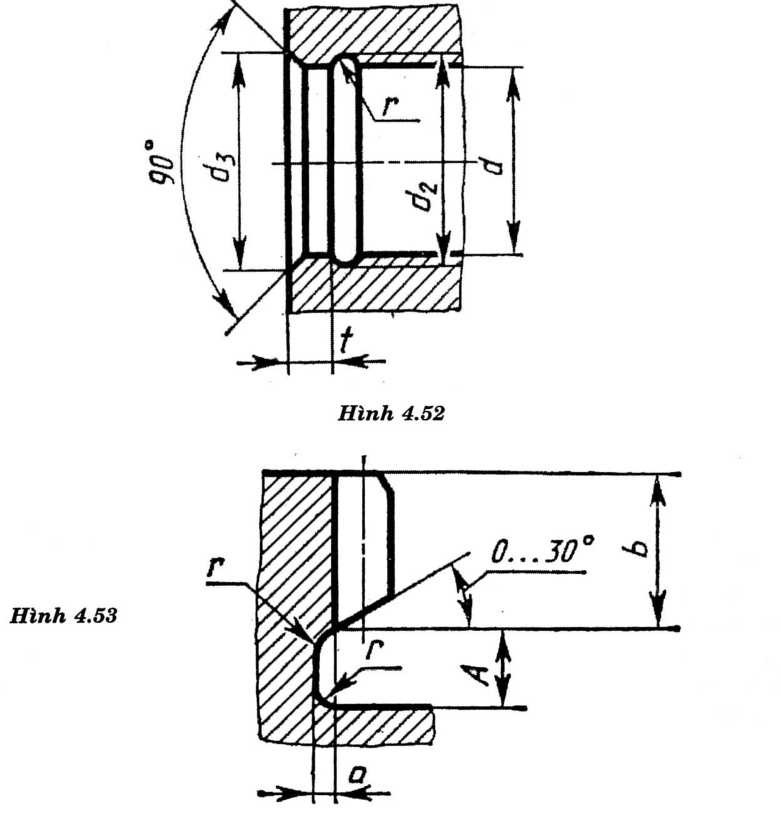

Để thoát dao (tiện, mài, bào…) sau hành trình gia công cắt gọt, phần cuối bề mặt gia công thường được làm rãnh thoát dao. Kích thước rãnh thoát dao được quy định theo tiêu chuẩn TCVN 2034-77.
Hình 4.52: Rãnh lùi dao trong lỗ ren.
Hình 4.53: Rãnh lùi dao cuối hình trình gia công răng – Hành trình tự do A ghi trên bản vẽ.
Hình 4.54: Cách biểu diễn rãnh lùi dao trong lỗ có then rãnh then.
4- Mặt tựa
Mặt tựa là phần nhỏ diện tích bề mặt chi tiết được làm cao (hoặc lõm xuống) so với bề mặt chung của toàn chi tiết, mục đích giảm bớt bề mặt gia công, bảo đảm sự tiếp xúc tốt với bề mặt chi tiết ghép với thân máy (H.4.55), kích thước, hình dáng bề mặt tựa được chọn theo mối ghép liên quan. Ngoài tác dụng lắp ghép trên mặt tựa củng được dùng trong trường hợp các bề mặt (vâu) công nghệ (Hình 4.56 là ví dụ vấu công nghệ được làm lồi và có hướng vuông góc với hành trình cắt gọt của mũi khoan).
