
Chi tiết máy sau khi được chế tạo ra, cần phải đo, kiểm tra kích thước và các tiêu chuẩn kỹ thuật khác. Hoặc trong trường hợp thiết kế chế tạo theo mẫu, việc sử dụng các dụng cụ đo kiểm đóng vai trò quan trọng, ở đây giới hạn giáo trình chúng tôi nêu vài ví dụ về cách đo thông thường để bạn đọc tham khảo và bước đầu có thể sử dụng và đo được các kích thước cơ bản của chi tiết máy mà bản vẽ kỹ thuật đưa ra. Các vấn đề khác bạn đọc có thể tham khảo tài liệu chuyên ngành về Đo lường, Dung sai lắp ghép.
Đo chi tiết có thể thực hiện theo hai cách:
– Đo trực tiếp hoặc gián tiếp
– Đo đoạn thẳng hay cung tròn (đường tròn, góc lượn).
– Đo có độ chính xác thấp (hoặc không yêu cầu chính xác) hoặc yêu cầu có độ chính xác cao.
Độ chính xác của kích thước đo chủ yếu phụ thuộc vào dụng cụ và thiết bị đo, ngày nay kiểm tra kích thước người ta đã có thiết bị đo kiểm bằng điện tử, quang học, laser. Để xác định được những kích thước có độ chính xác tuyệt đối cao.
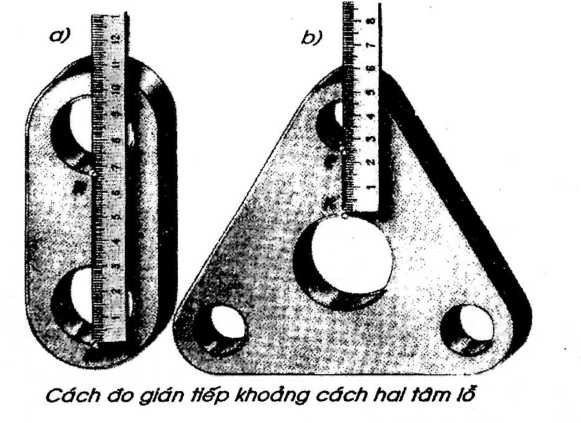
1- Đo gián tiếp các đoạn thẳng với độ chính xác thấp
– Để xác định khoảng cách giữa hai lỗ trên cùng mặt phẳng, dùng thước đo khoảng cách giữa hai mép lỗ trong, hoặc ngoài cần đo (H.4.4a,b).
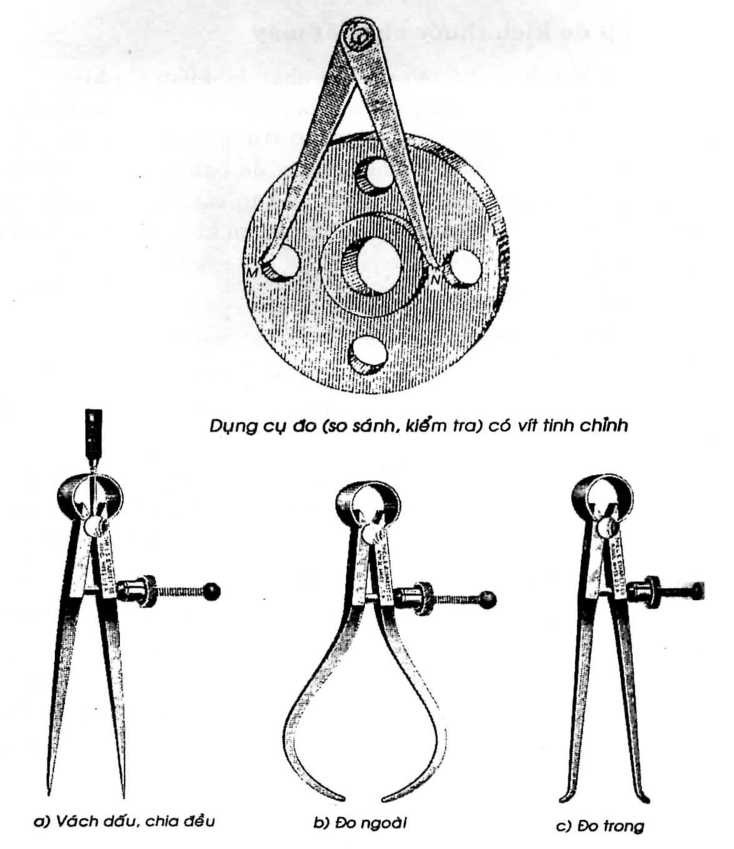
– Đôi khi người ta cũng dùng các loại com-pa đo trong để xác định khoảng cách tâm giữa các lỗ, trên hình 4.5 ta thấy giữa hai lỗ cần đo bị hạn chế bởi chiều dày moay-ơ, trong trường hợp này, dùng loại dụng cụ như hình vẽ trình bày là hợp lý.
Để xác định chiều sâu các lỗ không thông thường dùng thước lá (H.4.6) hoặc đo chiều dày của vỏ hộp, dùng hai loại com-pa đo trong và com-pa đo ngoài: c = n – m.
– Để xác định chiều dày đáy hộp bằng thước lá. xác định chiều dày đáy hộp bằng thước lá: k = l-ll


2- Đo trực tiếp đường kính với độ chính xác tương dối cao

Hình 4.8
Trường hợp kiểm tra lỗ, trục với yêu cầu độ chính xác về đường kính không cao, có thể dùng com-pa đo trong, com-pa đo ngoài (H4.8).
– Thước cặp vạn năng cho phép đo đường kính trong, ngoài và độ sâu (chiều cao) với độ chính xác tương đối cao.
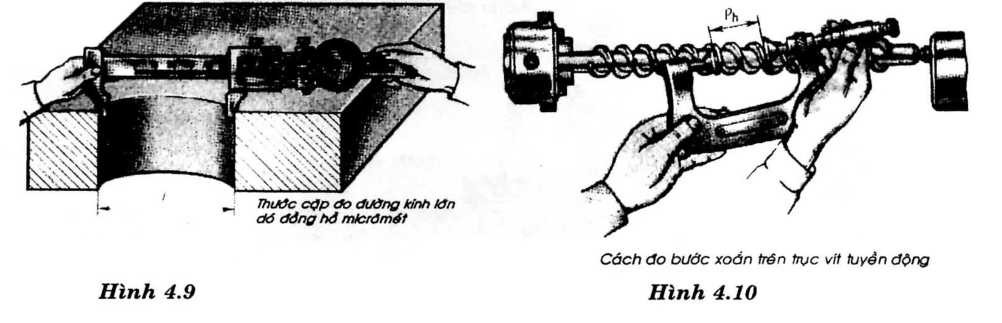
Hình 4.9a: Nguyên lý đo của thước cặp vạn năng
Hình 4.9b: Ví dụ về cách dùng thước cặp đo đường kính ngoài, đường kính trong và chiều sâu lỗ
– Trường hợp phải xác định các kích thước có độ chính xác cao (0,001 mm) người ta thường dùng các loại thước đo chuyên dùng (kalip, panme…) (H.4.10a,b,c).
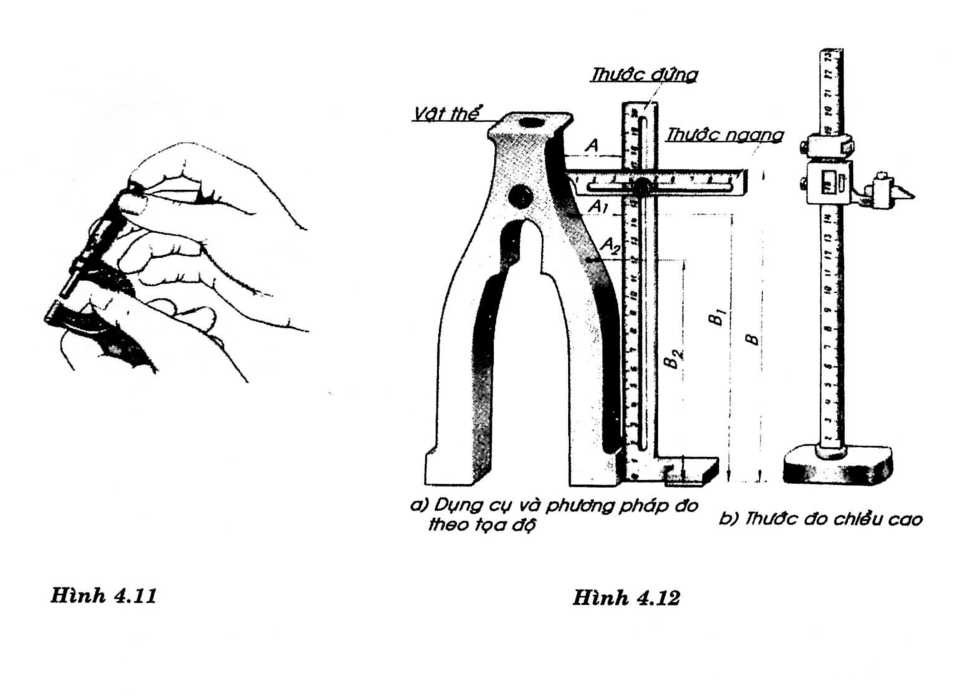
– Khi xác định góc với độ chính xác cao, dùng thước đo góc vạn năng (H.4.11).
– Đo góc lượn (cung tròn) dùng đường đo góc lượn (H.4.12).

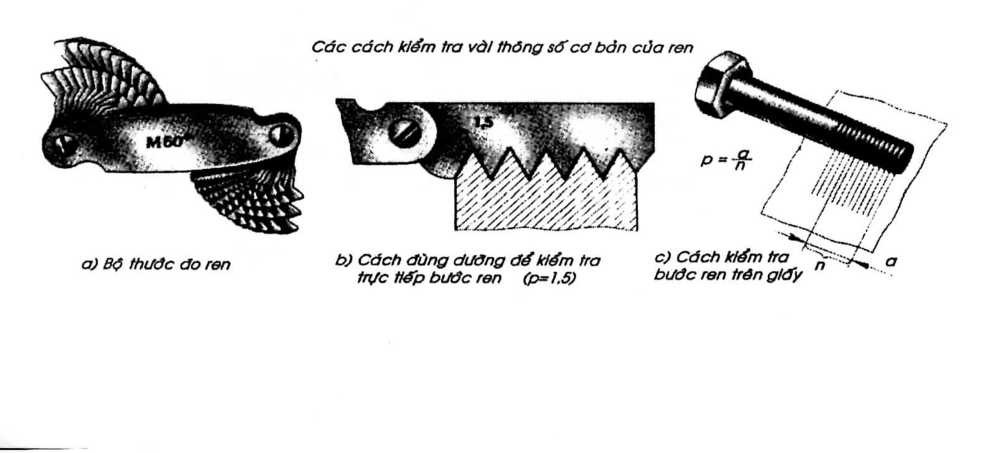
Với các mặt định hình như khớp ren, để đo, xác định và kiểm tra, dùng đường đo ren.
Dụng cụ này cho phép kiểm tra hai thông số cơ bản của ren: bước ren và gốc đỉnh ren.
Với ren hệ MÉT, góc đỉnh ren 60°, một bộ dưỡng có 20 lá. Ren hệ Anh góc đỉnh 55°, một bộ dưỡng có 16 lá.
– Có thể dùng giấy để ghi, vẽ lại các đường cong phẳng của chi tiết mẫu (H4.14).
– Đôi khi người ta cũng dùng các loại thước đo tọa độ vạn năng để xác định độ cong của chi tiết theo phương pháp nối từng điểm tọa độ để xác định được (H.4.15). Hoặc để vừa vạch dấu theo chiều cao, vừa có thể đo cao (đòi hỏi có độ chính xác tương đối) người ta dùng thước đo cao (H4.16)

[adrotate banner=”5″]