
Làm tăng cứng nung chảy bề mặt hầu hết được giới hạn cục bộ. Do đó phải áp dụng các yêu cầu cho ở 14.2.3.
Quy định độ cứng bề mặt
Khi quy định độ cứng bề mặt của các chi tiết được làm tăng cứng nung chảy bề mặt phải chú ý đặt tải trọng thử nghiệm cho đến FHD.
Quy định chiều sâu độ cứng nung chảy (FHD)
Ký hiệu chiều sâu làm cứng FHD phải có kèm theo giá trị bằng số của độ cứng giới hạn, thường được đo bằng độ cứng Vickers HV1. Độ cứng giới hạn thường là 80% của độ cứng bề mặt tối thiểu tính theo HV.
Chiều sâu độ cứng nóng chảy là kích thước danh nghĩa theo milimét. Xem bảng 4.8 về các cấp giá trị FHD quy định và các giá trị tham khảo của dung sai tối thiểu kèm theo.
Các thí dụ
Diện tích được làm tăng cứng bằng nung chảy bề mặt được đánh dấu theo cùng một cách như xử lý làm tăng cứng bề mặt (xem 14.2.4). Trong trường hợp đơn giản nhất chỉ cần dùng một nét gạch dài chấm đậm để đánh dấu diện tích được làm tăng cứng bề mặt (xem hình 14.37), khi có kèm theo chữ “làm tăng cứng bề mặt bằng nung chảy” cùng với chỉ dẫn độ cứng bề mặt và chiều sâu làm tăng cứng bằng nung chảy (xem hình 14.47).

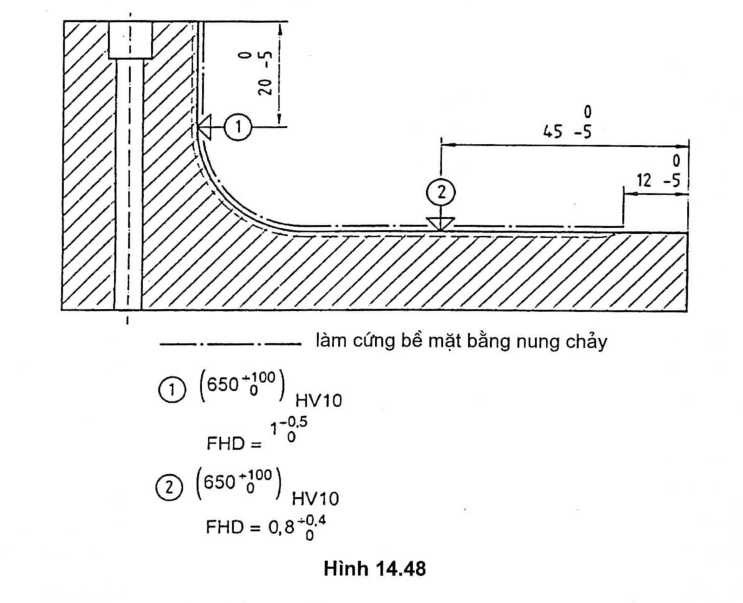
Hình 14.48 trình bày một thí dụ về thay đổi các chiều sâu nung chảy trong phạm vi diện tích làm tăng cứng bề mặt bằng nung chảy và ghi kích thước các điểm đo chiều sâu quy định.
– Xử lý làm tăng cứng bề mặt bằng nung chảy với miền bị bỏ sót.
Do bản chất của công nghệ có thể xảy ra một miền bị bỏ sót của chi tiết khi xử lý làm tăng cứng bề mặt bằng nung chảyế Phải ghi kích thước để xác định vị trí cho phép của miền bị bỏ sót (xem hình 14.49). Phải có thêm thông tin trong quy định xử lý bằng nung chảy (FTS) và trích dẫn đến đó.