
Vít là chi tiết cùng họ với bulông, nhưng khác là vít được dùng độc lập trong mối nối ghép, mà không cần có sự kết hợp với đai ốc như bulông.
Theo sử dụng, vít có thể chia làm các loại sau (H.1.34).
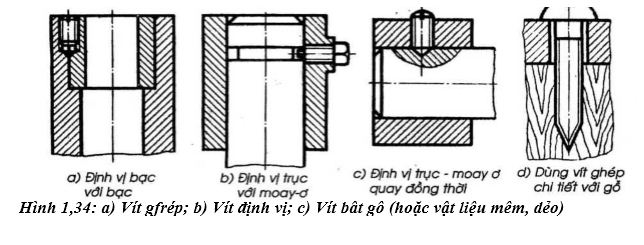
Với các vít định vị, dùng mặt đầu của vít có dạng hình thích hợp với kết câu tại nơi cần định vị mà thiết kế chọn phù hợp (Sổ tay thiết kế máy) (Hẽl’ẻ35).
Trên các hình 1.36 giới thiệu các phương án sử dụng vít định vị để cố định chi tiết và truyền mômen xoắn.
TCVN 49-86 đến TCVN 71-86: tiêu chuẩn các loại vít kim loại. Ký hiệu vít kim loại được ký hiệu theo prôíìn ren, đường kính ngoài d, chiều dài ỉ và số hiệu tiêu chuẩn vít.
Ví dụ- Vít M 12 X 30 TCVN 52-86
Trình bày kí hiệu Vít cấy đúng tiêu chuẩn
Vít cấy cũng là loại bulông, nhưng hai đầu đầu có ren (H.1.37). Vít cấy (gu- giông) được dùng khi độ dày gồm nhiều chi tiết ghép quá lớn.
Theo TCVN 3608-81 đến TCVN 3619-81 quy định các kích thước cơ bản và chia vít cấy hai kiểu (H.1.38):
– Kiểu A: Đầu vặn vào chi tiết không có rãnh thoát dao.



Để tạo thành lổ ren, chọn đường kính mũi khoan ruột gà có đường kính bằng dỵ củạ ren, góc đỉnh mũi khoan bằng 120°. Trên các hình biểu diễn, chú ý hình cắt và các nét gạch mặt cắt được biểu diễn chính xác, cũng như chiều sâu của lỗ khoan mồi.
Ký hiệu vít cấy phải ghi theo đúng quy định:
– Vít Cấy AI – M20 X 120 TCVN 3608-81
Vít cấy có đường kính ren d = 20 mm, chiều dài ỉ = 120 mm
Kiểu A, ren có bước lớn theo TCVN 3608-81.
